żW(wĘúng)Ňż╩ÎÝô
╣ź╦żŻÚŻB
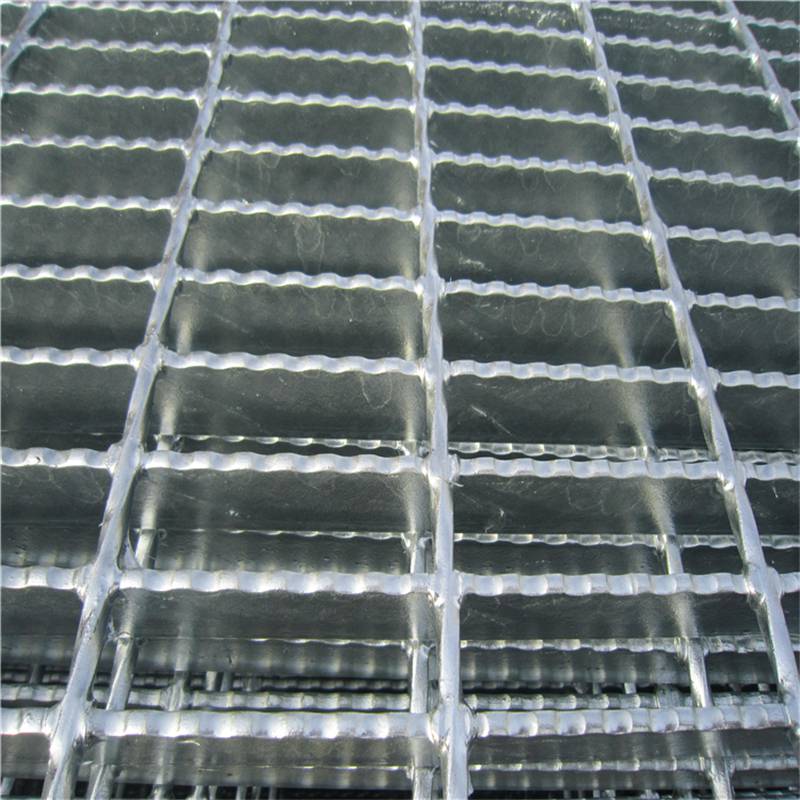
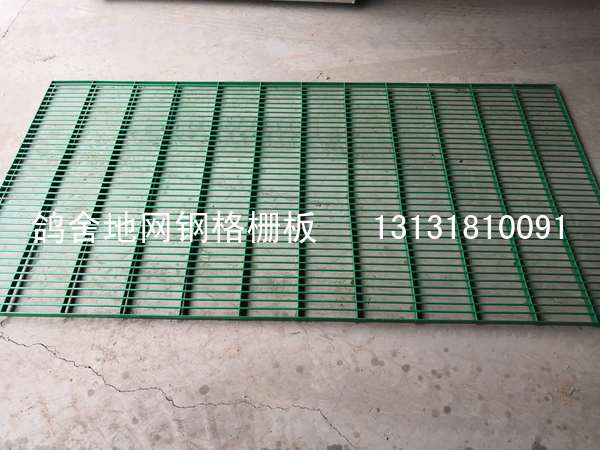
ńôŞ˝░ň«a(chĘún)ĂĚ
ńô░ňżW(wĘúng)«a(chĘún)ĂĚ
đ┬┬äÍđđ─
╣Ą│╠░Ş└ř
áśI(yĘĘ)┘Y┘|(zhĘČ)
┐┬˛v░
┬ô(liĘón)¤Á╬Ďéâ
13633180168