ŠW(w©Żng)šŠ╩ūĒō(y©©)
╣½╦ŠĮķĮB
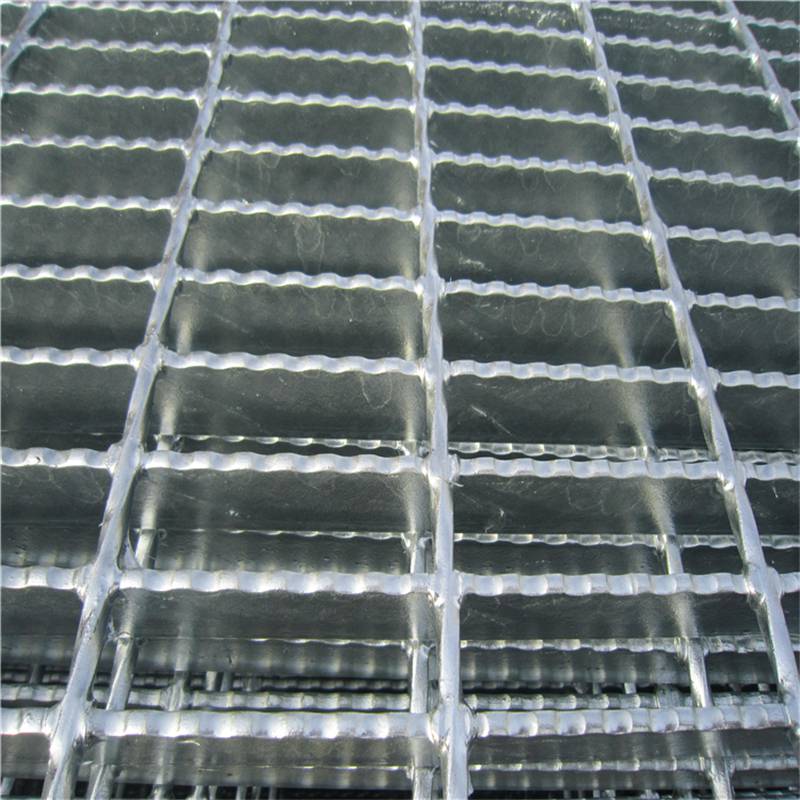
õōĖ±░Õ«a(ch©Żn)ŲĘ
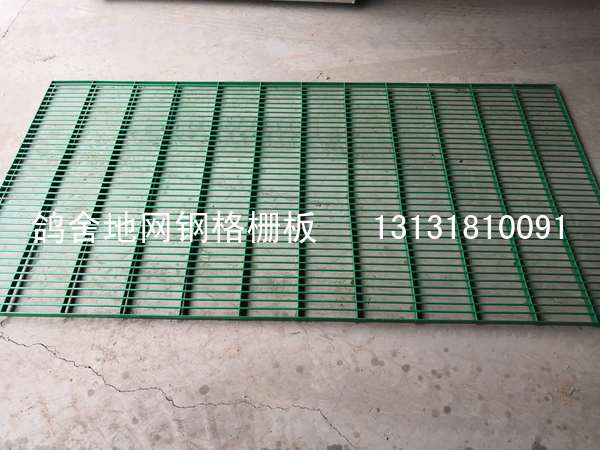
õō░ÕŠW(w©Żng)«a(ch©Żn)ŲĘ
ą┬┬äųąą─
╣ż│╠░Ė└²
Ų¾śI(y©©)┘Y┘|(zh©¼)
┐┬“vīŹ(sh©¬)Š░
┬ō(li©ón)ŽĄ╬ęéā
13633180168